冷成型技術
亚博全站网站网址MW組件工程和製造專家使用最先進的機械和最新的技術驅動的過程,為關鍵應用生產精確的組件。我們的工藝能力的一個例子包括冷成形,也被稱為冷鐓或滾壓成形技術。理想的小型金屬零件製造和其他部件,冷成形是一個特殊的過程,可以顯著改善結果的企業在各種行業。
冷成型概述
冷成形或冷鐓是用衝頭對模具內的金屬坯料施加壓力的過程。
該力超過合金的彈性極限,導致塑性流動,直到金屬坯料呈現被衝頭和模具約束的形狀。顧名思義,這種金屬零件成形的方法是通過外力來實現的,而不是使用額外的熱量或切削和剪切。
當加工一個零件時,材料的晶粒流動中斷,因為原始材料被移除以形成零件。通過冷鐓工藝,所有原始材料被使用,導致材料顆粒的重組,作為部分形成。與製造技術相比,這導致了抗拉強度的提高。
查看這個標題過程的視頻
典型的應用
許多類型的零件可以使用冷鐓技術生產,包括緊固件、螺釘、螺母、螺栓、電觸點和鉚釘。這種製造工藝非常適合小型金屬零件,包括微型電子元器件、微型觸點、微型金屬墊圈、玻璃和金屬密封件的製造,以及其他小型零件的製造。
此外,以下項目類型通常受益於冷鐓/冷成形製造:
- 關鍵任務應用程序
- 高容量的需求
- 零件故障的糾正
- 材料強度要求高
- 嚴格的公差和關鍵規格
許多形狀和零件配置可以使用冷鐓技術生產——一些例子包括螺紋、滾花、頭、倒角、槽、錐度和下切。
要求的功能,不能通過標準的冷鐓工藝生產,可以通過利用二級程序,如軋製,螺紋,指向,彎曲,或退火。
為什麼使用冷成形?
冷成形的最大優點之一是節省成本。冷成形是一種淨(或近淨)形狀的解決方案。在這一過程中,金屬絲通過一係列的模具吹製轉變成特定的形狀,材料流動來填充模具定義的零件幾何形狀和尺寸公差。所以實際上沒有產生任何廢物。沒有廢料處理,就幾乎沒有回收成本,回收的潤滑劑更少,處理這些的勞動力也更少。一般來說,線材原料比用於機械加工的棒材原料便宜。
對於所有形式的螺杆加工,包括單主軸和多主軸和Escomatic過程,報廢不僅是不可避免的,它是一個重要的副產品的過程,往往相當於50%的最終部分的質量。
通過優化複雜零件的成形進度,冷鐓的平均產量可達70-120個零件/分鍾(PPM),在某些零件設計中可達350 PPM。一般來說,由多軸螺杆機生產的類似設計的產量將在6 - 20ppm範圍內,一個數量級的冷成形。這種更快的產量最終降低了成本,並加快了零部件和小型金屬部件製造的產品交付速度。
冷成形不僅可以快速製造零件,而且還可以精確和一致地製造。相對於更昂貴的加工過程,關鍵和緊密的公差仍然可以在高容量的時間內實現。此外,這些公差始終保持在整個生產過程中,以確保每件從開始到結束遵循項目的設計規範。
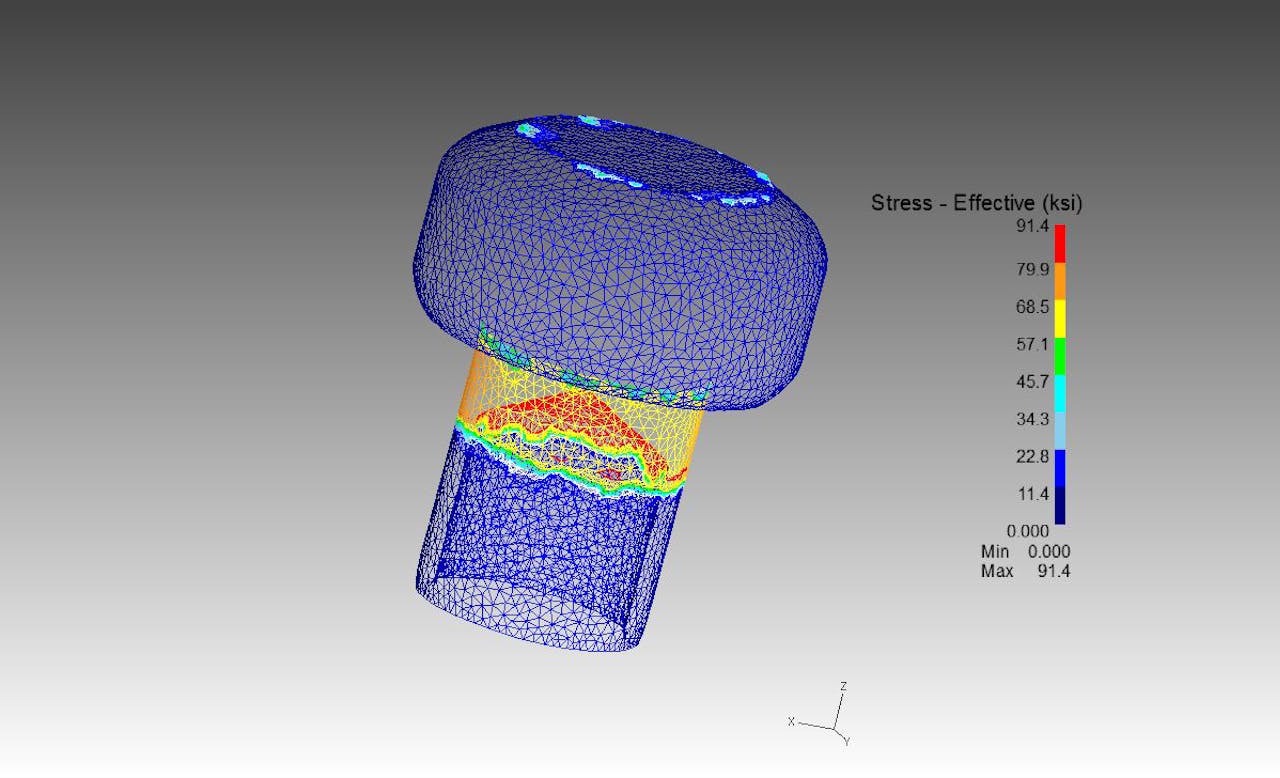
冷成形是一種通過加工硬化提高材料的天然抗拉強度的過程。以下是它的工作原理:由於冷成形,零件截麵表麵積每減少1%或增加1%,其抗拉強度就會增加約0.6-1.5倍,具體取決於合金。這種物理特性被稱為材料的加工硬化速率。加工硬化速率取決於起始抗拉強度和材料成分。
任何去除材料固有形狀的工藝,如螺杆加工,都不能實現這一點。
由於冷成型幾乎沒有金屬廢料,因此需要更少的再加工,以及其相關成本的運輸,燃料和勞動力。潤滑劑用於模具形成過程,但在螺杆機(切割)操作的速率下的一小部分。
對於螺杆機的操作,材料往往含有自由加工添加劑。這些自由加工添加劑在鑄造鑄錠之前直接添加到熔融金屬中。它們不溶於合金成分,在鑄錠中形成各種形狀和大小的離散顆粒。
冷成形不需要這些添加劑。從工程的角度來看,由於原材料含有較少的夾雜物,冷成形的零件具有優越的設計潛力。








